บทความ | ดร.ธนกร ตันธนวัฒน์
ทีมระบบไซเบอร์-กายภาพ (CPS)
หน่วยทรัพยากรด้านการคำนวณและไซเบอร์-กายภาพ (NCCPI)
ศูนย์เทคโนโลยีอิเล็กทรอนิกส์และคอมพิวเตอร์แห่งชาติ (เนคเทค)
ภาพประกอบ : ศศิวิภา หาสุข
- “เวลาเป็นเงินเป็นทอง”
…เป็นสุภาษิตที่เราคุ้นเคยเป็นอย่างดี ซึ่งแสดงให้เห็นว่าเราให้ความสำคัญ กับเวลาที่เสียไปกับการทำกิจกรรมใดกิจกรรมหนึ่ง หรือกับการไม่ทำกิจกรรมใดๆเลย ค่อนข้างมาก สำหรับผู้นำแนวคิดลีนไปใช้ในการปรับปรุงกระบวนการผลิต (Lean practitioner) เวลาเป็นตัวแปร สำคัญตัวหนึ่งที่ใช้ในการศึกษาและวิเคราะห์ คำศัพท์พื้นฐานเกี่ยวกับเวลาที่ถูกนำมาใช้ในการศึกษาและ วิเคราะห์อยู่เสมอได้แก่ Takt time, Cycle time, และ Lead time คำศัพท์เหล่านี้เป็นคำศัพท์พื้นฐานที่ ใช้กันในวงการวิศวกรรมอุตสาหการ (Industrial engineering) มาเป็นเวลานานแล้ว สำหรับผู้ที่ไม่ได้ สำเร็จการศึกษามาด้านนี้ หากสืบค้นในอินเทอร์เน็ตก็จะพบบทความ, Blog, หรือ Forum ต่างๆจำนวน มากที่อธิบายความหมายของคำศัพท์เหล่านี้ รวมทั้งตัวอย่างการคำนวณ
กระบวนการเรียนรู้และทำความเข้าใจ Takt time, Cycle time, และ Lead time ดูเหมือนจะตรงไปตรงมาและไม่มีอะไรซับซ้อน อย่างไรก็ตาม จากการสืบค้นในอินเทอร์เน็ตพบว่า แม้แต่ Lean practitioner ผู้คร่ำหวอดในการปรับปรุงกระบวนการผลิต ก็มีการให้นิยามความหมายของคำศัพท์เหล่านี้ไม่ชัดเจนหรือแตกต่างกันไป หรือแม้กระทั่งมีความสับสนในความหมายของคำศัพท์เหล่านี้ ดังจะเห็นได้จากบทความ [1], [2], [3], [4], [5], [6] และ [7] จากการสังเกตพบว่ามีบางกรณีที่คำอธิบายจากแหล่งข้อมูลหนึ่งขัดแย้งกับอีกแหล่งข้อมูลหนึ่ง หรือแม้กระทั่งคำอธิบายและตัวอย่างที่ยกขึ้นมาในแหล่งข้อมูลเดียวกันขัดแย้งกันเอง ดังนั้น คำศัพท์ธรรมดาที่เป็นพื้นฐานในการสื่อสารก็ไม่น่าจะธรรมดาอย่างที่ดูเหมือนจะเป็น ผู้เขียนจึงได้สืบค้น พยายามทำความเข้าใจ เปรียบเทียบความหมายที่แต่ละคนเข้าใจในคำศัพท์แต่ละคำ และเขียนบทความนี้ขึ้นมา ไม่ใช่เพื่อตัดสินว่าความหมายใดถูกหรือความหมายใดผิด แต่เพื่อให้เห็นว่า ในคำศัพท์แต่ละคำ มีประเด็นใดที่คนส่วนใหญ่เข้าใจตรงกัน และมีประเด็นใดที่หลายคนเข้าใจแตกต่างกัน ทั้งนี้ เพื่อว่าหากมีความเข้าใจที่ไม่ตรงกันระหว่างการสื่อสาร ผู้ส่งสารหรือผู้รับสารจะได้สามารถซักไซ้ไล่เลียงในประเด็นต่างๆเพื่อให้เกิดความเข้าใจร่วมกันได้ในที่สุด ซึ่งจะนำมาสู่การทำงานร่วมกันด้วยความเข้าใจ
ความหมายของ Takt Time
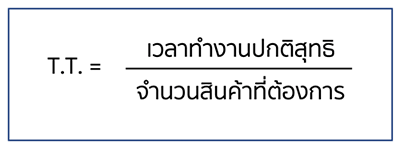
Takt time (T/T หรือ T.T.) เป็นคำที่มีรากศัพท์มาจากภาษาเยอรมัน แปลว่าจังหวะดนตรี ([4], [8], [9], [10], และ [11]) ที่มาที่ไปของคำศัพท์สามารถดูได้ในบทความ [12] และ [13] จากการสืบค้นข้อมูลในอินเทอร์เน็ต แม้ว่าจะมีการกล่าวถึงความสับสนในความหมายระหว่าง Takt time, Cycle time, และ Lead time ที่มีอยู่จำนวนมาก ผู้เขียนพบว่า Takt time เป็นคำที่ผู้อธิบายความหมายในวงการส่วนใหญ่เข้าใจตรงกันมากที่สุด (เมื่อเปรียบเทียบกับความเข้าใจความหมายของ Cycle time และ Lead time) คือหมายถึง อัตราที่สินค้าต้องถูกผลิตเพื่อให้ทันต่อความต้องการของลูกค้า มีหน่วยเป็นเวลาต่อหน่วยสินค้า เช่น 30 วินาทีต่อชิ้น, 5 นาทีต่อกล่อง, 2 ชั่วโมงต่อคัน เป็นต้น การคำนวณ Takt time หาได้จาก
ทั้งนี้ เวลาทำงานปกติสุทธิและจำนวนสินค้าที่ต้องการ ต้องพิจารณาบนฐานช่วงเวลาเดียวกัน เช่น ต่อวันเหมือนกัน ต่อสัปดาห์เหมือนกัน หรือต่อเดือนเหมือนกัน เพื่ออธิบายให้เห็นภาพชัดเจนขึ้น พิจารณาตัวอย่างที่ 1 ดังนี้
ตัวอย่างที่ 1:
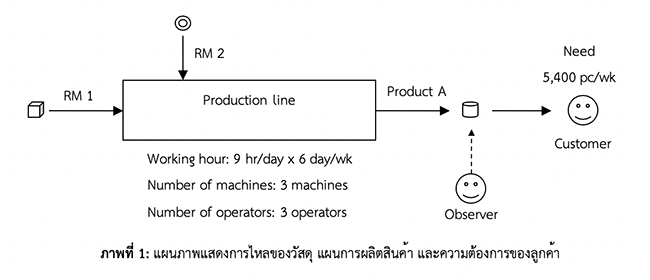
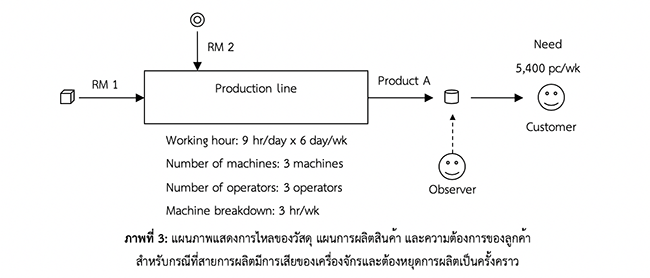
ลูกค้ามีความต้องการสินค้า A จำนวน 5,400 ชิ้น/สัปดาห์ บริษัทผู้ผลิตรายหนึ่งมี สายการผลิตที่ใช้สำหรับผลิตสินค้า A ซึ่งต้องใช้วัตถุดิบ RM 1 และ RM 2 สายการผลิตดังกล่าว ประกอบด้วยเครื่องจักร 3 เครื่อง และ พนักงานในสายการผลิตจำนวน 3 คน บริษัทกำหนดให้พนักงาน ทำงาน 6 วันต่อสัปดาห์ วันละ 9 ชั่วโมง ภายใน 9 ชั่วโมงนี้กำหนดให้พักเบรคเที่ยง 1 ชั่วโมง พักเบรคเช้า 15 นาที และพักเบรคบ่าย 15 นาที แผนภาพกรณีนี้แสดงได้ดังภาพที่ 1 คำถามคือ Takt time (T.T.) ใน กรณีนี้มีค่าเป็นเท่าไร
จากข้อมูลที่ได้รับมา Takt time สามารถคำนวณได้โดยการพิจารณาช่วงเวลา 1 สัปดาห์ ซึ่งมี เวลาทำงานปกติสุทธิ (หักเวลาพักเบรค) ที่คำนวณได้ดังนี้

จากสมการ (1) Takt time สามารถคำนวณได้จาก
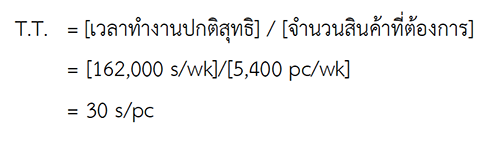
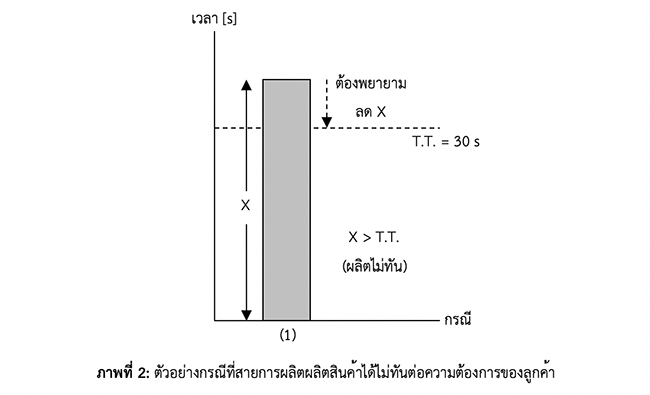
ดังนั้น Takt time ในกรณีนี้มีค่าเป็น 30 วินาที/ชิ้น นั่นหมายความว่า หากมีผู้สังเกตการณ์ไปจับ เวลาเพื่อหาค่าช่วงเวลาระหว่างที่สินค้าชิ้นหนึ่งไหลออกมาจนถึงสินค้าชิ้นถัดไปไหลออกมา เรียกค่านี้ว่า X1 ถ้า X มีค่าน้อยกว่า T.T. (น้อยกว่า 30 วินาที) แปลว่าสายการผลิตนี้ผลิตสินค้า A ได้เร็วกว่าความ ต้องการของลูกค้า ถ้า X มีค่ามากกว่า T.T. แปลว่าสายการผลิตนี้ผลิตสินค้า A ได้ช้ากว่าความต้องการ ของลูกค้า (ผลิตไม่ทันต่อความต้องการ) และถ้า X มีค่าเท่ากับ T.T. แปลว่าสายการผลิตนี้ผลิตสินค้า A ได้ พอดีกับความต้องการของลูกค้า แน่นอนว่าในทางปฏิบัติ ค่า X ที่ได้จากการจับเวลาระหว่างแต่ละคู่ของ สินค้าที่ไหลออกมามีความผันผวนแตกต่างกันไป อาจเป็น 25 วินาทีบ้าง 29 วินาทีบ้าง ค่าที่ใช้ เปรียบเทียบกับ T.T. ก็จะเป็นค่าเฉลี่ยนั่นเอง ภาพที่ 2 แสดงตัวอย่างของกรณีที่สายการผลิตนี้ผลิตสินค้า ไม่ทัน (X > T.T.) หน้าที่ของ Lean practitioner คือต้องพยายามหาวิธีลด X ให้ลงมาใกล้เคียงกับ T.T. มากที่สุด
จากการคำนวณในตัวอย่างที่ 1 จะเห็นว่าการคำนวณ Takt time ไม่ได้ใช้ข้อมูลจำนวนเครื่องจักรและจำนวนพนักงานในการคำนวณเลย นอกจากนั้น ก็ยังไม่สนใจว่าใช้วัตถุดิบกี่ชนิดหรือตำแหน่งใดที่วัตถุดิบถูกป้อนเข้า เพียงแค่ใช้ข้อมูลความต้องการของลูกค้าและเวลาที่วางแผนทำการผลิตเท่านั้น ซึ่งแสดงให้เห็นว่า Takt time เป็นตัวเลขที่บ่งชี้ถึงความต้องการ (ในการผลิต) ไม่ใช่ความสามารถ (ในการผลิต) บางครั้งจึงมีการใช้คำว่า Customer takt แทน Takt time ([6]) เพื่อเน้นว่าเป็นค่าที่สะท้อนมาจากฝั่งของลูกค้าเป็นหลัก ส่วนความสามารถในการผลิต ซึ่งในตัวอย่างที่ 1 สะท้อนโดย X เป็นอีกตัวเลขหนึ่ง ซึ่งนำมาเปรียบเทียบกับ T.T. เพื่อประเมินว่าสายการผลิตนี้สามารถตอบสนองความต้องการของลูกค้าได้ทันหรือไม่ หรือมีการผลิตมากเกินความจำเป็น (Overproduction) หรือไม่ ความแตกต่างระหว่างความสามารถที่เป็นอยู่และความสามารถที่ควรจะเป็น มากน้อยเพียงใด ตัวอย่างการคำนวณอื่นๆทำนองเดียวกันสามารถดูได้ในบทความ [8], [10], [11], และ [14]
ตัวอย่างที่ 1 เป็นการอธิบายความหมายของ Takt time แบบที่ง่ายที่สุด อย่างไรก็ตาม ใน สถานการณ์จริงซึ่งมีรายละเอียดและความซับซ้อนมากกว่านี้ ความหมายของ Takt time สำหรับ Lean practitioner แต่ละคนก็อาจแตกต่างกันไป สถานการณ์ดังกล่าวแบ่งได้เป็นหลายกรณี เช่น กรณีที่มีเวลา สูญเสียนอกจากเวลาพัก กรณีที่มีสถานีขนาน เป็นต้น บทความนี้จะเจาะลึกเฉพาะกรณีแรกเท่านั้น
กรณีที่มีเวลาสูญเสียนอกจากเวลาพัก
จากตัวอย่างที่ 1 การหักเวลาพักเบรคออกจากเวลาที่ใช้คำนวณ Takt time เป็นเรื่องปกติที่ Lean practitioner เข้าใจตรงกันโดยส่วนใหญ่ เพราะเวลาพักเบรคเป็นเวลาที่ได้รับการวางแผนให้ไม่มีการผลิตอยู่แล้ว อย่างไรก็ตาม ในทางปฏิบัตินอกจากเวลาพักเบรคแล้วยังมีเวลาอื่นๆที่สูญเสียไปอีก เช่น ประชุมบริษัท, เครื่องจักรเสีย, Changeover (Setup เมื่อมีการเปลี่ยนสินค้าที่จะผลิต), บำรุงรักษาเครื่องจักร, Warm-up, Shutdown เป็นต้น ซึ่งพบว่าการหักเวลาสูญเสียเหล่านี้ออกจากเวลาที่ใช้คำนวณ Takt time หรือไม่นั้น มีความเห็นและการปฏิบัติที่แตกต่างกันไป บทความ [7] แนะนำให้หักเวลาหยุดที่ไม่ได้วางแผน (unplanned หรือ unscheduled downtime) ออกไป เช่น เครื่องจักรเสีย เป็นต้น ในขณะที่บทความ [6] แนะนำให้รวมเวลาหยุดดังกล่าว รวมทั้ง changeover เข้าไปในเวลาที่ใช้คำนวณ Takt time ด้วย นี่คือตัวอย่างของการตีความและการคำนวณ Takt time ที่หลากหลายในสถานการณ์ที่มีความซับซ้อน (และตรงกับความเป็นจริง) มากกว่าสถานการณ์อย่างง่ายที่มีไว้สำหรับอธิบายความหมายพื้นฐานของคำว่า Takt time
เพื่ออธิบายให้เห็นภาพชัดเจนขึ้น พิจารณาตัวอย่างที่ 2 ซึ่งยกมาจากตัวอย่างที่ 1 แต่เพิ่มเติมข้อมูลสถิติเครื่องจักรเสียดังนี้
ตัวอย่างที่ 2
จากข้อมูลสถิติที่ผ่านมาพบว่าเครื่องจักรที่ใช้ในการผลิตสินค้า A ในตัวอย่างที่ 1 มีอัตราการ เสียและทำให้ต้องหยุดการผลิตโดยเฉลี่ยเป็น 3 ชั่วโมง/สัปดาห์ ในกรณีนี้ Takt time (T.T.) จะมีค่าเป็น เท่าไร หากคำนวณโดยการหักเวลาเครื่องจักรเสียออกไป
ดังนั้น Takt time ในกรณีนี้ มีค่าเป็น 28 วินาที/ชิ้น เทียบกับ Takt time ที่ไม่หักเวลา เครื่องจักรเสีย 30 วินาที/ชิ้น เพื่อให้ง่ายต่อการอธิบายการคำนวณและการใช้งาน Takt time ทั้ง 2 แนวคิด ผู้เขียนเรียก Takt time ที่ไม่มีการหักเวลาหยุดอื่นใดนอกจากเวลาพักเบรคว่า T.T.a และเรียก Takt time ที่มีการหักเวลาหยุดอื่นๆเพิ่มเติมว่า T.T.b
Takt time ทั้ง 2 แนวคิด ในตัวอย่างที่ 1 (T.T.a) และ ตัวอย่างที่ 2 (T.T.b) เกิดจากการคำนวณ ที่ใช้ตัวเลขความต้องการของลูกค้าเป็นตัวตั้ง ยังไม่ใช่ตัวเลขที่ผลิตได้จริง สมมุติว่ามีการเดินสายการผลิต โดยที่เครื่องจักรไม่เสีย และข้อมูลช่วงเวลาระหว่างที่สินค้าชิ้นหนึ่งไหลออกมาจนถึงสินค้าชิ้นถัดไปไหล ออกมาพบว่ามีค่าเป็น X (ยกมาจากคำอธิบายภาพที่ 2) นอกจากนั้น ข้อมูลสถิติทำให้สามารถคำนวณ เวลาสูญเสียเฉลี่ยต่อชิ้นงานได้เป็น △X ความพยายามปรับปรุงสายการผลิตโดยใช้ T.T.a และ T.T.b แสดงได้ดังภาพที่ 4
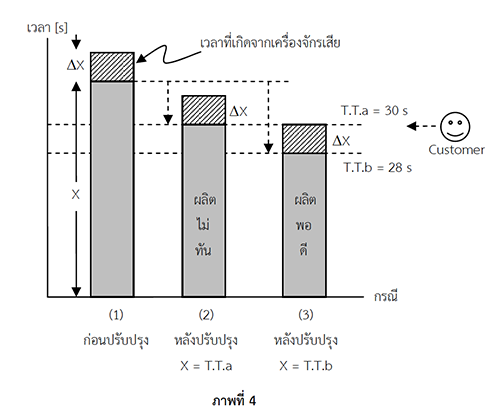
สำหรับ Lean practitioner ที่มอง X (ตัวเลขที่เก็บมาจากสถานการณ์ที่ไม่มีเครื่องจักรเสีย) เป็น ตัวถูกขับเคลื่อนให้เข้าใกล้ Takt time หากใช้ T.T.a เป็น Takt time (กรณี 2) แม้ว่าจะปรับปรุงให้ X เท่ากับ Takt time ได้ แต่ก็ยังผลิตไม่ทัน เนื่องจากมีการสูญเสียเวลาจากเครื่องจักรเสีย (△X) ที่ยังไม่ได้ นำมาคำนวณ แต่หากใช้ T.T.b เป็น Takt time (กรณี 3) ก็จะเป็นการเผื่อเวลาที่สูญเสียจากเครื่องจักร เสียไว้แล้ว ทำให้สามารถผลิตสินค้าได้พอดีกับความต้องการของลูกค้า สำหรับ Lean practitioner ที่มอง X เป็นตัวถูกขับเคลื่อนให้เข้าใกล้ Takt time การใช้ T.T.b เป็น Takt time จึงสมเหตุสมผล
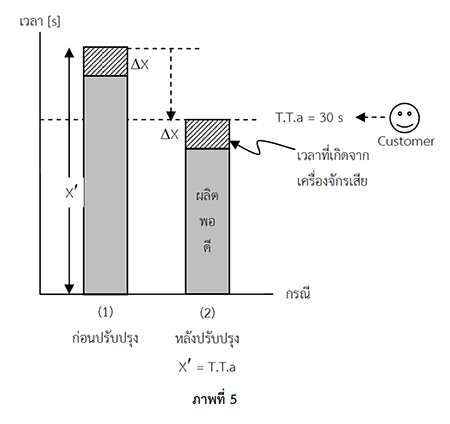
เมื่อย้อนไปดู Lean practitioner ที่ใช้ T.T.a เป็น Takt time ตัวแปรที่ถูกขับเคลื่อนให้เข้าใกล้ Takt time กลับไม่ใช่ X เนื่องจากเป็นที่เข้าใจดีอยู่แล้วว่าค่า X ที่เก็บได้เป็นค่าที่ไม่รวมเวลาสูญเสียอีก หลายอย่าง แต่เป็น X’ ซึ่งรวมเวลาสูญเสียเหล่านั้น (△X) เข้าไปด้วย มุมมองของการปรับปรุง สายการผลิตโดย Lean practitioner ที่ใช้ T.T.a เป็น Takt time แสดงได้ดังภาพที่ 5
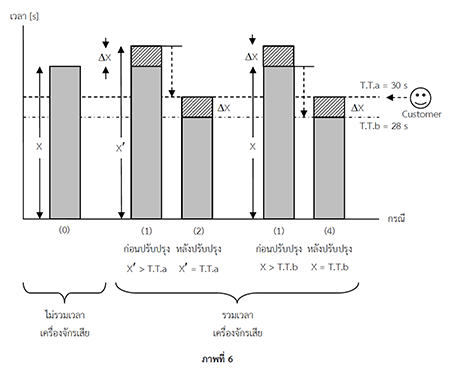
จะเห็นว่า แม้การคำนวณ Takt time ทั้ง 2 แนวทางจะแตกต่างกัน แต่เมื่อนำไปใช้งาน (ด้วย วิธีใช้งานที่แตกต่างกัน) ทั้งหมดก็มีเป้าหมายเดียวกัน คือทำให้สายการผลิตนั้นสามารถผลิตสินค้าได้ทัน ตามความต้องการของลูกค้าจริงๆ ไม่ใช่ในทางทฤษฎี จุดที่แตกต่างของทั้ง 2 แนวทางคือจะนำตัวเลขส่วน ที่เป็นเวลาสูญเสีย (△X) ไปฝากไว้ที่ตัวแปรใด ระหว่าง (1) ฝากไว้กับตัวแปรที่จะถูกขับเคลื่อนเข้าหา Takt time (คือฝากไว้ที่ตัวแปร X ได้เป็น X’ หรือ (2) ฝากไว้ที่ Takt time (เดิม T.T.a ได้เป็น T.T.b) ภาพที่ 6 เป็นการรวมภาพที่ 4 และ ภาพที่ 5 เพื่อให้เห็นความเหมือนและความต่างของทั้ง 2 แนวทาง ชัดเจนขึ้น
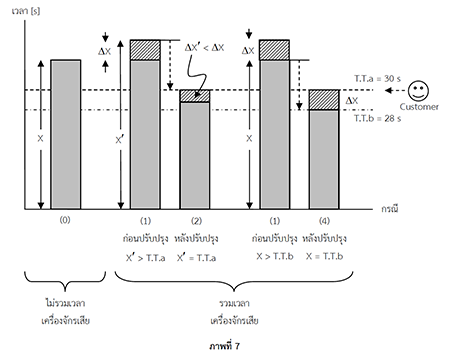
ประเด็นที่ผู้เขียนตั้งข้อสังเกตคือ แม้ว่าทั้ง 2 แนวทางในการให้นิยามและใช้งาน Takt time จะมี เป้าหมายร่วมกันและใช้งานได้ทั้งคู่ การปรับปรุงกระบวนการผลิตโดยใช้ T.T.b เป็น Takt time อาจเป็น การด่วนสรุปไปแล้วว่าการสูญเสียเวลา (△X) เดิมมีอยู่เท่าไร หลังปรับปรุงก็จะมีอยู่เท่านั้น ค่าที่ถูกนำมา ขับเคลื่อนให้เข้าใกล้ Takt time คือค่า X ซึ่งไม่ได้รวมการสูญเสียเวลา △X เข้าไป การพยายามลด X ให้ น้อยลง แม้ว่าจะสำเร็จ แต่การสูญเสียเวลา△X ก็ยังคงมีอยู่ หากผู้ที่ใช้แนวทางนี้ไม่ได้พิจารณาให้ถี่ถ้วน อาจจะพลาดโอกาสในการลดการสูญเสียเวลา △X นี้ไปได้ นอกจากนั้น ในบางครั้งการการลด X อาจทำ ได้ยากกว่าการลด △X การใช้ T.T.b เป็น Takt time อาจทำให้การปรับปรุงมีต้นทุนสูงโดยไม่จำเป็น การ ใช้ T.T.a จึงเป็นการเปิดโอกาสให้ทุกๆการสูญเสียมาอยู่ภายในกรอบความคิดของการปรับปรุง ตัวอย่าง ของการปรับปรุงสายการผลิตโดยใช้ T.T.a เป็น Takt time และสามารถลดการสูญเสียจากเดิม △X ให้ เป็น △X’ ได้ มีดังแสดงในภาพที่ 7
นอกจากนั้น สำหรับ Lean practitioner หลายท่านที่ใช้ประสิทธิผลโดยรวมของเครื่องจักร (Overall Equipment Effectiveness: OEE) เป็นตัวชี้วัดความสามารถของสายการผลิต จะทราบดีว่า การสูญเสียนั้นมีหลายรูปแบบ ซึ่งเมื่อรวมกันแล้วควรจะสอดคล้องกับค่า △X เพื่อป้องกันไม่ให้เกิดความ สับสน Lean practitioner หลายท่านเลือกใช้ T.T.a เป็น Takt time โดยนำเวลาสูญเสียทั้งหมดที่ สะท้อนใน OEE ไปรวมไว้ที่เดียวกัน ([1]) คือที่ X ได้เป็น X’ บทความ [6] อธิบายว่าการกำหนดนิยามเพื่อคำนวณของ Takt time จะต้องสอดคล้องกับการกำหนดนิยามเพื่อคำนวณ OEE
ข้อมูลอ้างอิง
[2] https://toggl.com/takt-time-cycle-time-lead-time
[3] http://www.theleanthinker.com/2010/04/28/takt-time-cycle-time
[4] https://www.simplilearn.com/time-confusion-cycle-time-takt-time-lead-time-part-1-article
[5] https://stefanroock.wordpress.com/2010/03/02/kanban-definition-of-lead-time-and-cycle-time
[6] https://www.allaboutlean.com/takt-times
[7] https://world-class-manufacturing.com/takt_time/takt_time.html
[8] https://www.mmthailand.com/การผลิต-กำหนด-takt-time/
[9] http://anapaiwan.blogspot.com
[10] https://www.minterapp.com/takt-time-vs-cycle-time-vs-lead-time
[11] http://www.thaidisplay.com/content-6.html
[12] Haghsheno, S., et al., 2016, “History and Theoretical Foundations of Takt Planning and Takt Control,” Proc. 24th Ann. Conf. of the Int’l. Group for Lean Construction, Boston, MA, USA, pp. 53-62.
[13] https://www.allaboutlean.com/takt-time-pitfalls
[14] https://study.com/academy/lesson/takt-time-formula-calculation.html
