

2. Mura (มุระ) ความไม่สม่ำเสมอ
ความไม่สม่ำเสมอไม่ว่าจะเป็นในเรื่องของปริมาณงาน หรือเรื่องวิธีการทำงาน ย่อมส่งผลเสียต่อความไม่สม่ำเสมอของผลงานตามไปด้วย นั่นหมายความว่า ผลงานที่ออกมาจะไม่เป็นไปตามมาตรฐาน และไม่มีความคงที่ในเชิงคุณภาพและปริมาณอีกด้วย หากการทำงานไม่มีความสม่ำเสมอกระบวนการต่างๆในการทำงานก็จะไม่ราบรื่นเกิดความผิดพลาดในกระบวนการผลิตซึ่งจะส่งผลเสียต่อประสิทธิภาพโดยรวมของผลผลิตหรือสินค้าได้
3. Muri (มุริ) การทำงานที่เกินกำลัง
การทำงานเกินกำลัง อาจจะส่งผลในเชิงบวกต่อการทำงานในระยะสั้น เช่น การเพิ่มกำลังการผลิตด้วยการทำงานล่วงเวลา แต่ในระยะยาวจะเกิดผลในเชิงลบต่อกระบวนการทำงานในภาพรวมเนื่องจากผลของการล้า และเคร่งเครียดในการทำงาน การทำงานที่เกินความสามารถหรือเกินกำลังจึงเป็นการฝืนทั้งกระบวนการทำงานและคนทำงานไปพร้อมๆ กันซึ่งไม่เป็นผลดีต่อการทำงานโดยรวม และยังส่งผลให้ประสิทธิภาพการทำงานลดน้อยลงอีกด้วย [4]
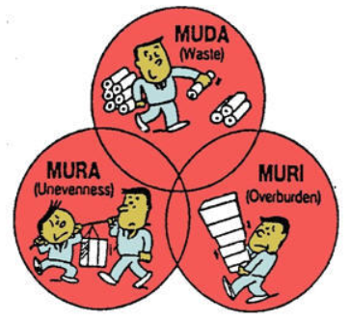 ภาพที่ 3: 3 Mu ต้นเหตุการสูญเสีย
( ที่มา : modchang.namjai.cc/e175870.html )
ภาพที่ 3: 3 Mu ต้นเหตุการสูญเสีย
( ที่มา : modchang.namjai.cc/e175870.html )
ภาพที่ 3: 3 Mu ต้นเหตุการสูญเสีย
( ที่มา : modchang.namjai.cc/e175870.html )
การทำ KARAKURI KAIZEN (Digital Lean Learning Factory)
จุดที่ทำ KAIZEN Store Side Line 2
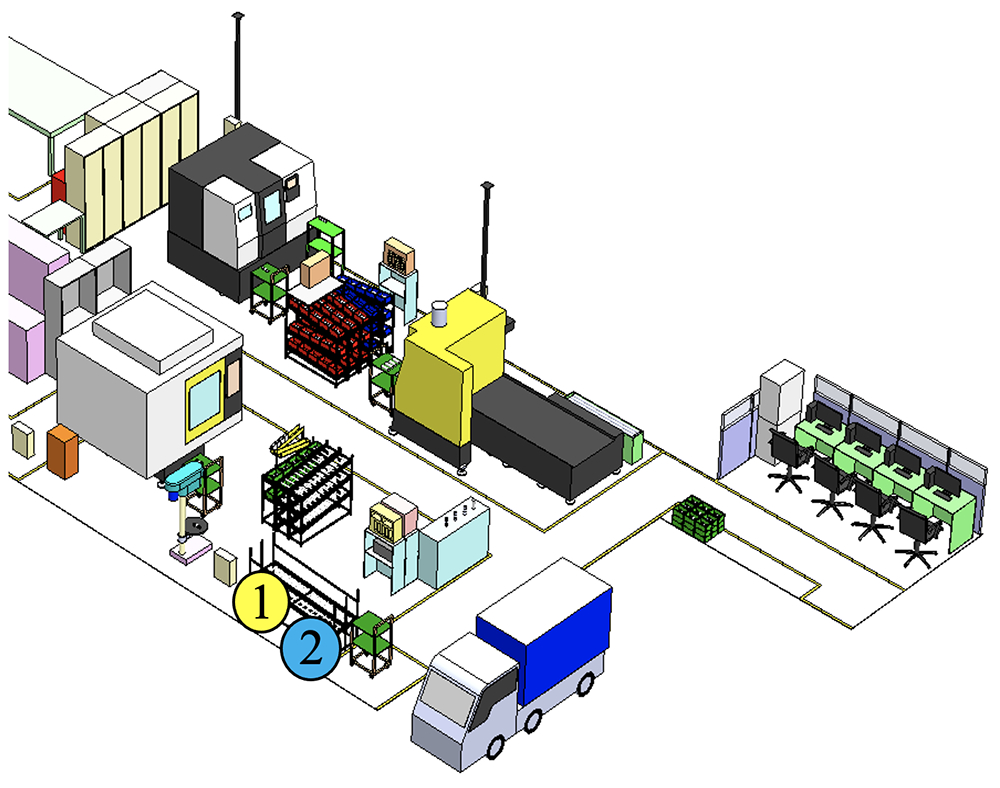
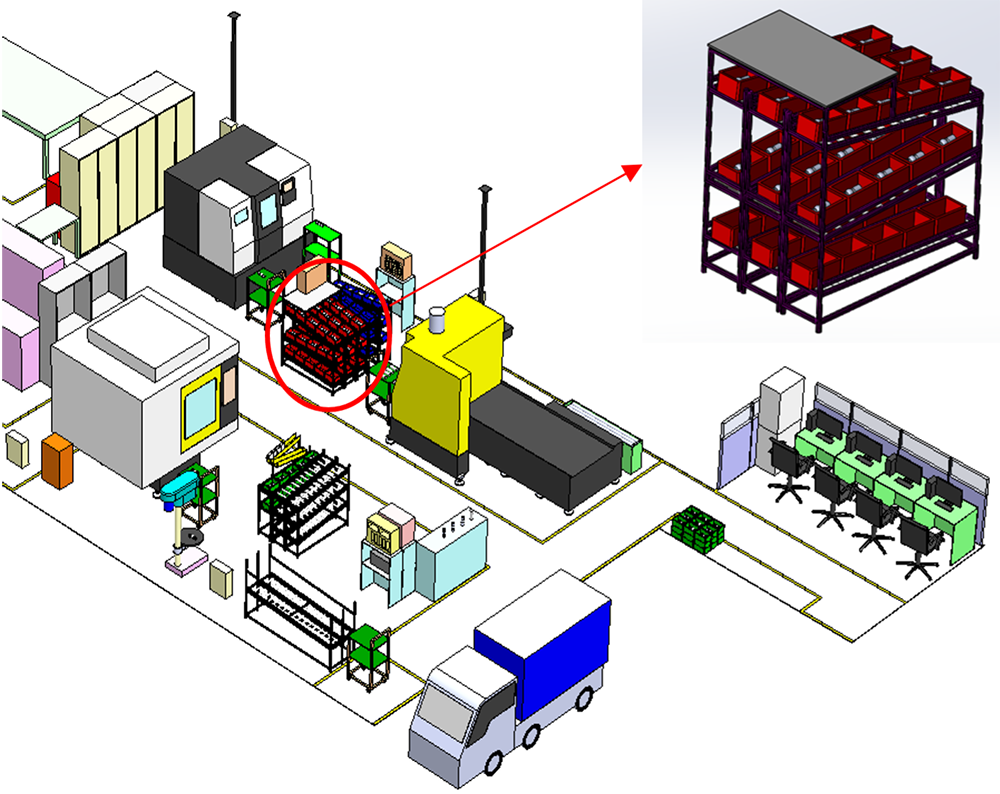 ภาพที่ 4: Layout โรงงานแห่งการเรียนรู้ด้านลีนดิจิทัล (Digital Lean Learning Factory)
Store Side Line 2 จะใช้ในการเก็บพักชิ้นงานในส่วนของกระบวนการกลึงหัวซึ่งพนักงานจะต้องผลิตเป็น Lot เมื่อจำนวนงานที่ผลิตเต็ม Lot จึงจะทำการเข้าสู่กระบวนการกลึงท้ายซึ่งเป็นกระบวนการผลิตในลำดับถัดไป
ก่อนทำ KAIZEN พนักงานจะต้องเดินอ้อมมาหยิบงานที่กลึงหัวเสร็จแล้ว Input ไปเติมในช่อง Output เพื่อทำการกลึงท้ายซึ่งทำให้เกิดความสูญเปล่าจากการเคลื่อนไหว (Motion) และความสูญเปล่าจากการขนส่ง (Transportation)
ภาพที่ 4: Layout โรงงานแห่งการเรียนรู้ด้านลีนดิจิทัล (Digital Lean Learning Factory)
Store Side Line 2 จะใช้ในการเก็บพักชิ้นงานในส่วนของกระบวนการกลึงหัวซึ่งพนักงานจะต้องผลิตเป็น Lot เมื่อจำนวนงานที่ผลิตเต็ม Lot จึงจะทำการเข้าสู่กระบวนการกลึงท้ายซึ่งเป็นกระบวนการผลิตในลำดับถัดไป
ก่อนทำ KAIZEN พนักงานจะต้องเดินอ้อมมาหยิบงานที่กลึงหัวเสร็จแล้ว Input ไปเติมในช่อง Output เพื่อทำการกลึงท้ายซึ่งทำให้เกิดความสูญเปล่าจากการเคลื่อนไหว (Motion) และความสูญเปล่าจากการขนส่ง (Transportation)
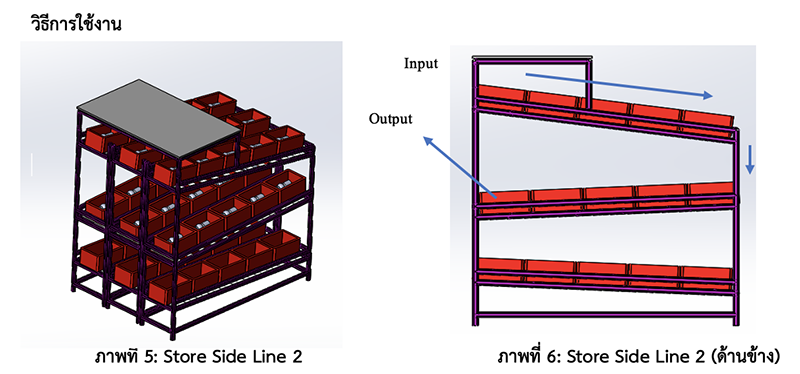
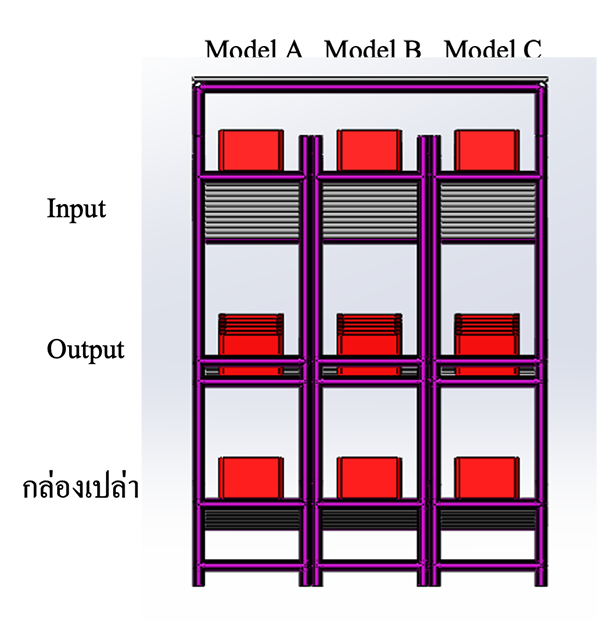 ภาพที่ 7 : Store Side Line 2 (ด้านหน้า)
แนวคิดในการทำ KAIZEN
ภาพที่ 7 : Store Side Line 2 (ด้านหน้า)
แนวคิดในการทำ KAIZEN
ภาพที่ 4: Layout โรงงานแห่งการเรียนรู้ด้านลีนดิจิทัล (Digital Lean Learning Factory)
Store Side Line 2 จะใช้ในการเก็บพักชิ้นงานในส่วนของกระบวนการกลึงหัวซึ่งพนักงานจะต้องผลิตเป็น Lot เมื่อจำนวนงานที่ผลิตเต็ม Lot จึงจะทำการเข้าสู่กระบวนการกลึงท้ายซึ่งเป็นกระบวนการผลิตในลำดับถัดไป
ก่อนทำ KAIZEN พนักงานจะต้องเดินอ้อมมาหยิบงานที่กลึงหัวเสร็จแล้ว Input ไปเติมในช่อง Output เพื่อทำการกลึงท้ายซึ่งทำให้เกิดความสูญเปล่าจากการเคลื่อนไหว (Motion) และความสูญเปล่าจากการขนส่ง (Transportation)
ภาพที่ 7 : Store Side Line 2 (ด้านหน้า)
แนวคิดในการทำ KAIZEN
- ทำอย่างไรให้พนักงานเดินน้อยที่สุดและไม่เกิดความสูญเปล่าในกระบวนการ
- พนักงานจากเดิมต้องยกชิ้นงานซึ่งมีน้ำหนักงาน 1 กล่องเท่ากับ 5 กิโลกรัม (และมีเป้าหมายที่จะปรับปรุงอย่างไร เช่น ลดหรือเพิ่ม จำนวนชิ้นงาน น้ำหนักชิ้นงาน ฯลฯ)
ปัญหาของ Store Side Line 2 คือ การขนย้าย
ภาพแสดงปัญหา
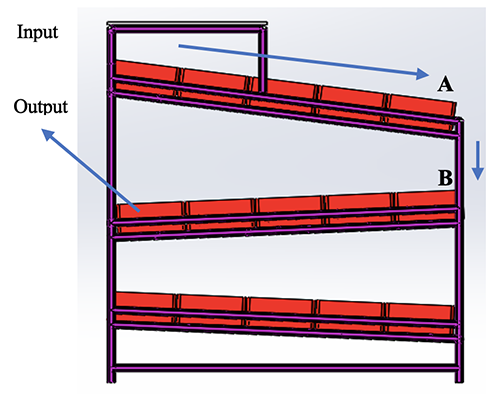
 แนวทางการออกแบบอุปกรณ์และกลไกคาราคุริโดยอาศัยแรงโน้มถ่วงจะใช้ประโยชน์ของแรงโน้มถ่วงไม่เฉพาะแรงในแนวดิ่งเท่านั้น แต่ยังสามารถใช้กับพื้นเอียงซึ่งอาศัยหลักการออกแบบมุมเอียงที่เหมาะสม เพื่อให้กล่องที่ใส่ชิ้นงานสามารถเลื่อนลงตามรางได้โดยไม่หยุดค้างเนื่องจากแรงเสียดทาน ขณะเดียวกันจะต้องไม่ให้กล่องใส่ชิ้นงานเลื่อนลงตามรางเร็วจนเกินไปจนอาจเกิดความเสียหายหรืออุบัติเหตุจากการชนได้
แนวทางการออกแบบอุปกรณ์และกลไกคาราคุริโดยอาศัยแรงโน้มถ่วงจะใช้ประโยชน์ของแรงโน้มถ่วงไม่เฉพาะแรงในแนวดิ่งเท่านั้น แต่ยังสามารถใช้กับพื้นเอียงซึ่งอาศัยหลักการออกแบบมุมเอียงที่เหมาะสม เพื่อให้กล่องที่ใส่ชิ้นงานสามารถเลื่อนลงตามรางได้โดยไม่หยุดค้างเนื่องจากแรงเสียดทาน ขณะเดียวกันจะต้องไม่ให้กล่องใส่ชิ้นงานเลื่อนลงตามรางเร็วจนเกินไปจนอาจเกิดความเสียหายหรืออุบัติเหตุจากการชนได้
- ใส่กล่องใส่ชิ้นงานในช่อง Input หรือตำแหน่ง A จากนั้นกล่องใส่ชิ้นงานจะเคลื่อนที่เลื่อนลงได้เองบนรางพื้นเอียง (ภาพที่ 9) และกล่องใส่ชิ้นงานที่ต้องนำไปผลิตต่อจะอยู่ในช่อง Output หรือตำแหน่ง B ซึ่งทั้งหมดจะเป็นระบบ First In First Out (FIFO)
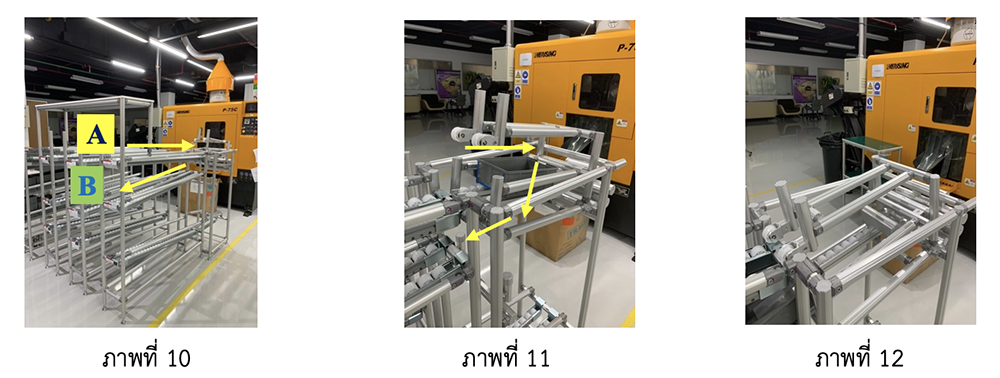
- กล่องใส่ชิ้นงานเคลื่อนที่มายังกลไกคาราคุริไคเซ็น (ภาพที่ 10) ซึ่งน้ำหนักของกล่องใส่ชิ้นงานจะทำให้กลไกฯ มีการขยับหมุนตัวเมื่อกลไกฯได้รับกล่องเข้ามาแล้ว ทำให้น้ำหนักของกล่องมีมากกว่าน้ำหนักของตัวถ่วงของกลไกฯ จึงทำให้กลไกฯ ทำหน้าที่ป้อนกล่องใส่ชิ้นงานกลับคืนที่บริเวณรางด้านล่าง และเมื่อกล่องใส่ชิ้นงานถูกป้อนเข้าสู่รางด้านล่างแล้ว จะทำให้กลไกปรับกลับคืนสู่ตำแหน่งเดิมเนื่องจากน้ำหนักของตัวถ่วงเพื่อที่จะรองรับกล่องใส่ชิ้นงานอื่นในลำดับถัดไปอย่างต่อเนื่อง ขณะเดียวกัน กล่องใส่ชิ้นงานจะเลื่อนลงตามรางจนถึงช่อง Output หรือตำแหน่ง B (ภาพที่ 9) เพื่อนำชิ้นงานไปดำเนินการในกระบวนการผลิตขั้นต่อไป
- ลดความสูญเปล่าในการเดินไปหยิบงานในกระบวนการผลิตเพื่อให้พนักงานเดินน้อยที่สุดและอยู่ในสถานที่ปฎิบัติงานให้มากที่สุด
- แบ่งเบาภาระให้พนักงานจากของเดิมใช้พนักงานในการยกงานจากช่อง InPut ไปยังช่อง Out Put โดยใช้หลักการคาราคุริโดยทำเป็นชู๊ตเตอร์คานกระดกและใช้น้ำหนักของชิ้นงานเป็นตัวขับเคลื่อนงาน โดยอาศัยความสัมพันธ์ของแรงโน้มถ่วงที่เกิดขึ้นผ่านรางพื้นเอียงให้สัมพันธ์กับแรงเสียดทานระหว่างกล่องใส่ชิ้นงานและราง เพื่อให้การเคลื่อนที่ของกล่องใส่ชิ้นงานสามารถเลื่อนลงไปอย่างเหมาะสมไม่ช้าหรือเร็วจนเกินไป
การทำ KARAKURI KAIZEN (Digital Lean Learning Factory)
จุดที่ทำ KAIZEN Staging Area & Shipping Area
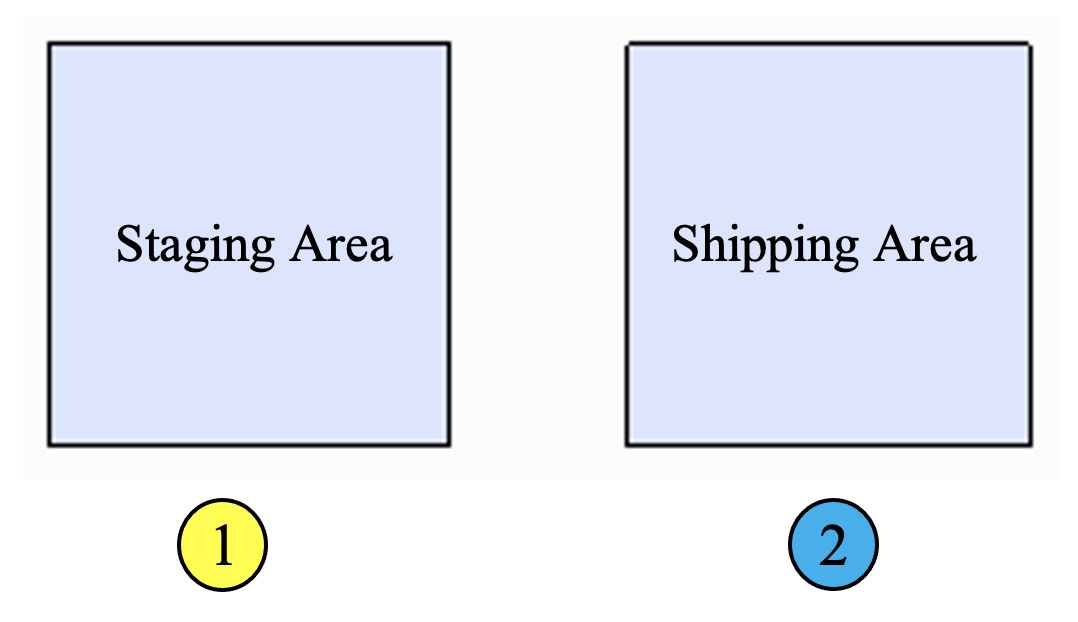
 ภาพที่ 13: Layout ก่อนปรับปรุง
ภาพที่ 13: Layout ก่อนปรับปรุง
ภาพที่ 13: Layout ก่อนปรับปรุง
- หมายเลข 1 Staging Area กระบวนการนี้จะใช้ในการจัดเตรียมและจัดเรียงสินค้า (FG) และตรวจสอบความถูกต้องก่อนเพื่อที่จะส่งต่อไปยังกระบวนการ Shipping Area
- หมายเลข 2 Shipping Area กระบวนการจัดส่งสินค้า (FG) ให้กลับลูกค้าที่มารับสินค้า
- ทำอย่างไรให้พนักงานใช้เวลาในการขนย้ายสินค้า FG จาก Staging ไป Shipping ให้คุ้มค่า
- ลดความเมื่อยล้าในการยกสินค้าโดยใช้ Karakuri kaizen โดยใช้แนวคิดการเคลื่อนย้ายอย่างไร
ภาพแสดงปัญหา
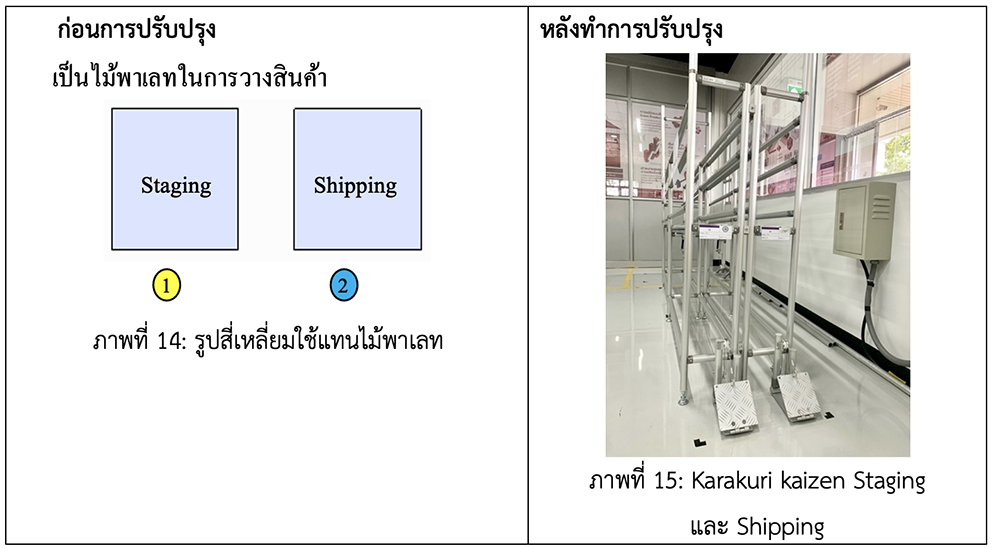 แนวทางในการปรับปรุงจะทำโดยการเปลี่ยนจากไม้พาเลทมาเป็นอลูมิเนียมโปรไฟล์และออกแบบให้ทั้ง 2 กระบวนการคือ Staging และ Shipping ติดกันจึงทำกลไกในส่วนของการแยก 2 กระบวนการไว้ระหว่างกลาง โดยมีเงื่อนไขในการเคลื่อนคือ ถ้ามีสินค้า FG ที่มาเตรียมการที่ Staging ครบถ้วนตามจำนวนเมื่อใด สินค้า FG ก็จะถูกส่งไปยังบริเวณ Shipping โดยใช้กลไกในการส่งสินค้า FG ด้วยการปลดล็อคโดยอาศัยแป้นเหยียบ เพื่อคลายอุปกรณ์ล็อคที่ติดตั้งอยู่ และเมื่อสินค้าเคลื่อนที่ด้วยรางพื้นเอียงไปยังบริเวณ Shipping เรียบร้อยแล้ว อุปกรณ์ล็อคจะกลับคืนมาล็อคในตำแหน่งเดิมก่อนเหยียบแป้น เพื่อใช้ในการแยกสินค้าที่จัดเรียงในบริเวณ Staging เพื่อรอการตรวจสอบความครบถ้วนในลำดับถัดไป
ผลที่คาดว่าจะได้รับ
แนวทางในการปรับปรุงจะทำโดยการเปลี่ยนจากไม้พาเลทมาเป็นอลูมิเนียมโปรไฟล์และออกแบบให้ทั้ง 2 กระบวนการคือ Staging และ Shipping ติดกันจึงทำกลไกในส่วนของการแยก 2 กระบวนการไว้ระหว่างกลาง โดยมีเงื่อนไขในการเคลื่อนคือ ถ้ามีสินค้า FG ที่มาเตรียมการที่ Staging ครบถ้วนตามจำนวนเมื่อใด สินค้า FG ก็จะถูกส่งไปยังบริเวณ Shipping โดยใช้กลไกในการส่งสินค้า FG ด้วยการปลดล็อคโดยอาศัยแป้นเหยียบ เพื่อคลายอุปกรณ์ล็อคที่ติดตั้งอยู่ และเมื่อสินค้าเคลื่อนที่ด้วยรางพื้นเอียงไปยังบริเวณ Shipping เรียบร้อยแล้ว อุปกรณ์ล็อคจะกลับคืนมาล็อคในตำแหน่งเดิมก่อนเหยียบแป้น เพื่อใช้ในการแยกสินค้าที่จัดเรียงในบริเวณ Staging เพื่อรอการตรวจสอบความครบถ้วนในลำดับถัดไป
ผลที่คาดว่าจะได้รับ
- ลดเวลาในการยกย้ายสินค้า FG จาก Staging ไป Shipping
- ลดความเมื่อยล้าในการยกสินค้า FG จาก Staging ไป Shipping โดยใช้กลไก Karakuri
- ได้ Layout ใหม่กระบวนการไหลของสินค้า FG ราบรื่นมากขึ้น
 ภาพที่ 16: Layout หลังปรับปรุง
นอกจากนั้นแล้วกลไก Karakuri Kaizen ยังสามารถเป็นตัวช่วยหรือเครื่องมือที่ช่วยให้การพัฒนาและปรับปรุงในส่วนของกระบวนการผลิตได้และยังรวมไปถึง Layout ใหม่ก็เป็นผลพลอยได้จากการใช้ Karakuri จากทำให้ประหยัดพื้นที่แล้วยังช่วยให้การไหลของสินค้า FG ราบรื่นขึ้นด้วย
ที่กล่าวมาทั้ง 2 ตัวอย่างนี้เป็นเพียงแนวทางเบื้องต้นที่สามารถนำมาประยุกต์ และนำมาพัฒนาและปรับปรุงกระบวนการ ในปัจจุบัน NECTEC สวทช. ได้เปิดบริการศูนย์เรียนรู้ SMC Learning Center ในส่วนของ Digital Lean Learning Factory สำหรับผู้ที่สนใจสามารถเยี่ยมชมโรงงานจำลองที่สร้างให้มีสภาวะใกล้เคียงกับโรงงานจริง และเรียนรู้หลักการและแนวทางเพื่อนำไปปรับปรุงกระบวนการผลิต
ภาพที่ 16: Layout หลังปรับปรุง
นอกจากนั้นแล้วกลไก Karakuri Kaizen ยังสามารถเป็นตัวช่วยหรือเครื่องมือที่ช่วยให้การพัฒนาและปรับปรุงในส่วนของกระบวนการผลิตได้และยังรวมไปถึง Layout ใหม่ก็เป็นผลพลอยได้จากการใช้ Karakuri จากทำให้ประหยัดพื้นที่แล้วยังช่วยให้การไหลของสินค้า FG ราบรื่นขึ้นด้วย
ที่กล่าวมาทั้ง 2 ตัวอย่างนี้เป็นเพียงแนวทางเบื้องต้นที่สามารถนำมาประยุกต์ และนำมาพัฒนาและปรับปรุงกระบวนการ ในปัจจุบัน NECTEC สวทช. ได้เปิดบริการศูนย์เรียนรู้ SMC Learning Center ในส่วนของ Digital Lean Learning Factory สำหรับผู้ที่สนใจสามารถเยี่ยมชมโรงงานจำลองที่สร้างให้มีสภาวะใกล้เคียงกับโรงงานจริง และเรียนรู้หลักการและแนวทางเพื่อนำไปปรับปรุงกระบวนการผลิต